


Product Description:
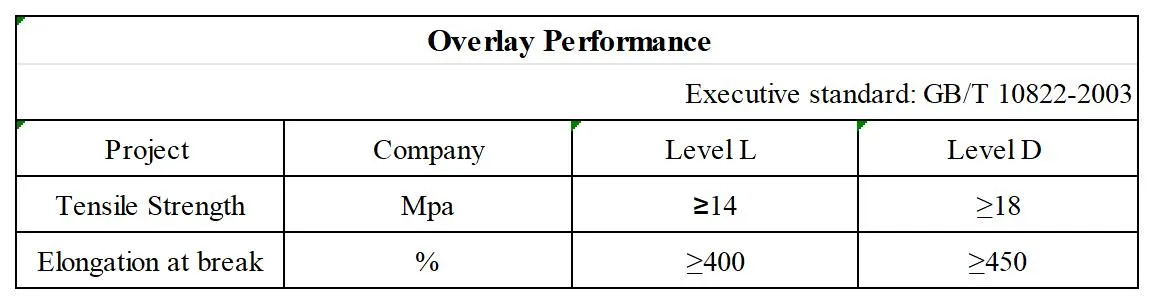
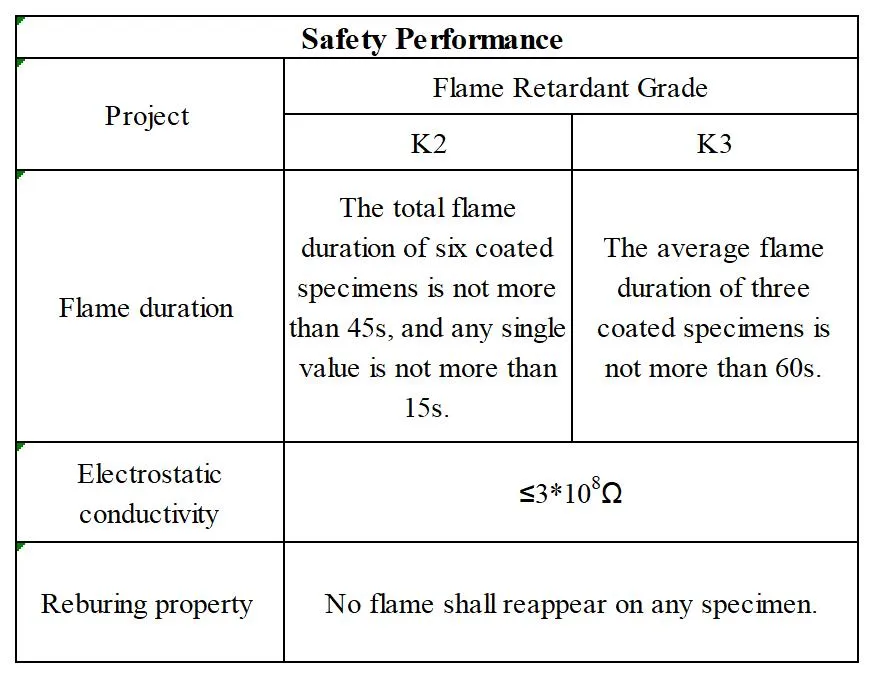
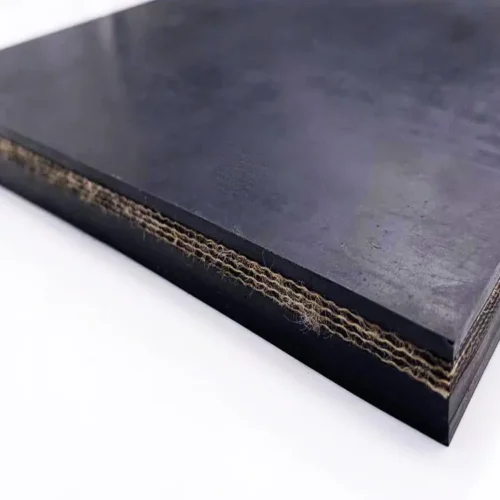
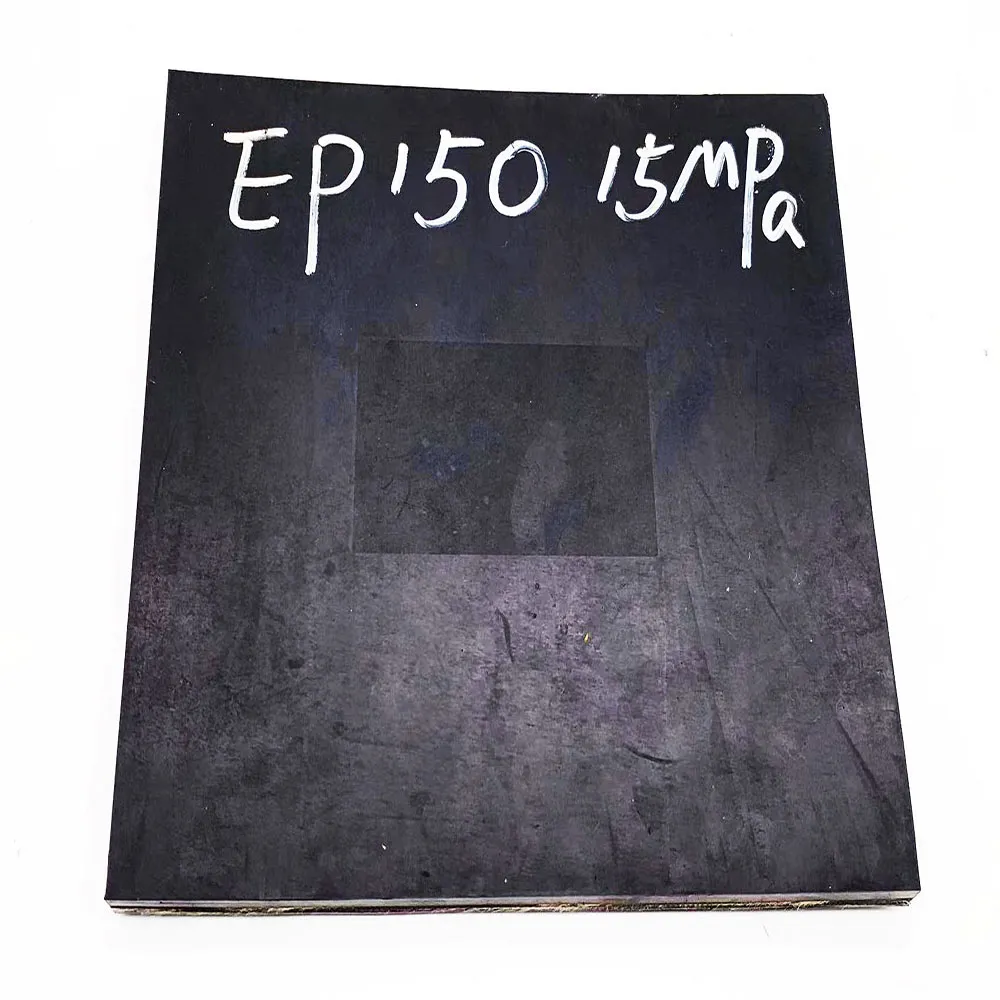
Fire resistant conveyor belt is covered with flame-retardant double-sizing. The carcass of belts is composed of nylon and polyester canvas. It is produced through processing procedures such as stamping, molding and vulcanization. Flame resistant conveyor belt is able to transport non-corrosive block, granular and powdery flammable and combustible materials like coal. It possesses many properties such as high strength, high capacity, balanced transport, impact resistance, abrasion resistance, corrosion resistance and anti-static properties. Fire resistant conveyor belt is suitable for material transportation in metallurgical and chemical industries, and underground transportation in colliery. According to the strength of the belt body and structure of the carcass, the connection with mechanical buckles can make its strength reach 50%-90% of the belt body’s strength. The usage of the vulcanized joint can make its strength reach 60%-90% of the belt’s strength. Various joint styles can meet the different needs of customers, thus ensuring the safe and efficient operation of the delivery system. Before leaving our company, one of the best fire resistant conveyor belt manufacturers, our products are tested for tensile strength, anti-abrasion and adhesion, thus meeting the requirements of clients.
Product Applications:
Fire resistant conveyor belt is appropriate to apply in heating plants, power plants, waste incineration plants, iron and steel plants, foundries, tunnel construction and underground mine.
Product Features and Benefits:
Flame retardant
Impact resistant
Abrasion resistant
Corrosion resistance
Anti-static electricity
Long using period
High strength
Product Specification: